
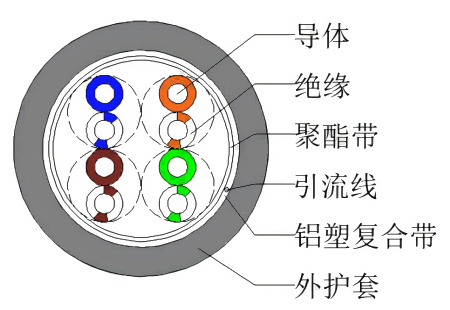
ケーブルシステムが地下、地下通路、または水が溜まりやすい水中に敷設される場合、ケーブル絶縁層への水蒸気や水の侵入を防ぎ、ケーブルの耐用年数を確保するために、ケーブルは金属シースと金属プラスチック複合シースを含む放射状の不浸透性バリア層構造を採用する必要があります。ケーブルの金属シースには、鉛、銅、アルミニウムなどの金属材料が一般的に使用されます。金属プラスチック複合テープとポリエチレンシースがケーブルの金属プラスチック複合シースを形成します。金属プラスチック複合シースは、総合シースとも呼ばれ、柔軟性、携帯性、およびプラスチックやゴムシースよりも透水性がはるかに小さいという特徴があり、高い防水性能が要求される場所に適していますが、金属シースと比較すると、金属プラスチック複合シースにも一定の透水性があります。
HD 620 S2: 2009、NF C33-226: 2016、UNE 211620: 2020などの欧州中電圧ケーブル規格では、片面コーティングされたプラスチック被覆アルミテープが電力ケーブルの総合防水カバーとして使用されています。片面コーティングされたアルミテープの金属層は、プラスチックコーティングされたアルミテープ絶縁シールドと直接接触し、同時に金属シールドの役割も果たします。欧州規格では、プラスチック被覆アルミテープとケーブルシース間の剥離力を試験し、耐腐食性試験を実施してケーブルの半径方向の耐水性を測定する必要があります。同時に、プラスチック被覆アルミテープの直流抵抗を測定して、短絡電流を流す能力を測定する必要もあります。
1. プラスチック被覆アルミテープの分類
アルミニウム基材にコーティングされたプラスチックフィルムの枚数の違いにより、縦方向のコーティングプロセスは、両面プラスチックコーティングアルミニウムテープと片面プラスチックコーティングアルミニウムテープの2種類に分類できます。
中低電圧電力ケーブルおよび光ケーブルの包括的な防水防湿保護層は、両面プラスチック被覆アルミテープとポリエチレン、ポリオレフィンなどの被覆材で構成され、放射状の防水・防湿の役割を果たします。片面プラスチック被覆アルミテープは、主に通信ケーブルの金属シールドに使用されます。
欧州の一部の規格では、片面プラスチック被覆アルミテープは、総合的な防水シースとして使用されるだけでなく、中電圧ケーブルの金属シールドとしても使用されており、アルミテープによるシールドは、銅によるシールドと比較して明らかにコスト面で優位性がある。
2. プラスチックコーティングされたアルミテープの縦方向の巻き付け工程
アルミニウム・プラスチック複合ストリップの縦方向巻き付け工程とは、プラスチック被覆アルミニウムテープを、一連の金型変形によって元の平らな形状から管状に成形し、その両端を接着する工程を指します。プラスチック被覆アルミニウムテープの両端は平坦で滑らかであり、しっかりと接着されているため、アルミニウムとプラスチックの剥離は発生しません。
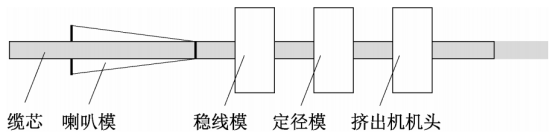
プラスチック被覆アルミテープを平らな形状から管状の形状に成形する工程は、縦巻きホーンダイ、ライン安定化ダイ、およびサイジングダイから構成される縦巻きダイを使用することで実現できる。プラスチック被覆アルミテープの縦巻き成形ダイのフローチャートを次の図に示す。管状のプラスチック被覆アルミテープの両端は、ホットボンディングとコールドボンディングの2つの方法で接合できる。
(1)ホットボンディングプロセス
熱接着プロセスでは、プラスチック被覆アルミテープのプラスチック層を70~90℃で軟化させます。プラスチック被覆アルミテープの変形プロセスでは、プラスチック被覆アルミテープの接合部のプラスチック層を熱風ガンまたはバーナーの炎で加熱し、プラスチック層が軟化した後の粘着力を利用して、プラスチック被覆アルミテープの両端を接着します。プラスチック被覆アルミテープの両端をしっかりと接着します。
(2)冷間接合プロセス
冷間接合プロセスは2種類に分けられます。1つは、キャリパーダイと押出機ヘッドの間に長い安定ダイを追加し、プラスチック被覆アルミテープが押出機ヘッドに入る前に比較的安定した管状構造を維持する方法です。安定ダイの出口は押出機のダイコアの出口に近く、安定ダイを取り出すとすぐにアルミ・プラスチック複合材が押出機のダイコアに入ります。シース材の押出圧力によりプラスチック被覆アルミテープの管状構造が維持され、押出されたプラスチックの高温によりプラスチック被覆アルミテープのプラスチック層が軟化して接合が完了します。この技術は両面積層プラスチック被覆アルミテープに適しており、製造設備の操作は簡単ですが、金型加工は比較的複雑で、プラスチック被覆アルミテープは反りやすいという欠点があります。
もう一つの冷間接着プロセスは、ホットメルト接着剤を用いた接着です。押出機で溶融させたホットメルト接着剤を、プラスチックコーティングされたアルミテープの外縁部の片側に押し付け、プラスチックコーティングされたアルミテープの両端を、安定線とサイジングダイを通して接着します。この技術は、両面プラスチックコーティングアルミテープと片面プラスチックコーティングアルミテープの両方に適しています。金型加工と製造設備は操作が簡単ですが、接着効果はホットメルト接着剤の品質に大きく左右されます。
ケーブルシステムの動作信頼性を確保するためには、金属シールドをケーブルの絶縁シールドと電気的に接続する必要があるため、ケーブルの金属シールドとして片面プラスチック被覆アルミテープを使用する必要がある。例えば、本稿で述べたホットボンディングプロセスは両面テープにのみ適している。プラスチックコーティングされたアルミテープ一方、ホットメルト接着剤を用いた冷間接着プロセスは、片面プラスチックコーティングアルミテープにより適している。
投稿日時: 2024年7月30日